
服务热线:1362169548613621695486
服务热线:1362169548613621695486
竹原纤维是竹子茎秆经物理机械、化学、生物 等加工方法制得的束状、丝状或絮状单元,包含竹 单根纤维细胞或多个纤维细胞集合体。竹原纤维 的开发利用符合绿色可持续发展的战略。由于竹 原纤维的诸多优点,使其备受纺织、家具、汽 车、建材等行业的关注。
目前工业上获取竹原纤维较为成熟的方式包 括碾压法和梳解法。碾压法主要通过碾压方 式处理软化后的竹片,使竹材产生龟裂并使纤维剥 离。该方法由于碾压时的外载与竹片材性及截面 特征难以自适应,导致竹片产生的裂纹分布不均 匀,影响竹原纤维的开纤率及分离度。而梳解法通 常采用机械梳针将经过软化的竹片梳解成粗竹原 纤维,该方法完全破坏了竹材生物结构特性,其作 用力对竹原纤维性能损伤较大,导致制备的竹 原纤维力学性能不佳,竹材利用率较低。
基于以上原因,提出了一种竹纤维提取新方法,并依据这一原理设计了一种锥模开纤机具。 将竹筒置于锥形模具中,对其施加轴向压缩载 荷,使竹筒产生轴压脱层开纤分离,从而制备出粗细均匀,长度合适的天然竹纤维。竹筒锥模开纤的 试验研究为后期实现竹材整竹开纤的研究奠定了基础,有望进一步提高竹材利用率,实现竹纤维的高效率生产。
1 年生新鲜毛竹( Phyllostachys heterocycla) ,采 自浙江省诸暨市。取胸径差异不大的新鲜毛竹材, 在距地面约 1.5 m 的整竹节处向上截取约 2.0 m 长 的一个竹筒段,在整竹节处截断并编号,作为试件 原料。分别从胸径差异不大的 5 根竹材的同一部 位截取 D×100 mm×t( 直径×长×厚) 的竹筒段,称量 并记录各试件的质量。本次试验中,竹筒的直径为 80~92 mm,厚 6.1~7.2 mm。将同一高度截取的竹 筒均分在每组试验中,并对试件进行碱液蒸煮软化 处理。软化工艺为: 将试件在清水中浸泡 12 h 后, 置于 8%质量分数的 NaOH 溶液中高温常压蒸煮软 化 90 min,最后将软化处理后得到的完整竹筒作为 锥模受压开纤试验的试件。
WDW-200C 万能力学试验机,上海华龙测试 仪器有限公司; J1G-WRT-355 型材切割机,武义锐 特工具有限公司; DZF-6020 真空干燥箱,上海精宏实验设备有限公司; YG0002 型纤维细度仪,温 州百恩仪器有限公司; Y111A 型纤维长度测量仪, 河北慧采科技有限公司; 蒸煮锅; 电磁炉; 游标卡 尺; 记号笔; 240#砂纸等。
将软化后的竹筒分别在 5 个不同的开纤速率 下进行受压开纤试验。开纤速率分别设置为 0.25, 0.5,1,2 和 4 mm /min,进行 5 个水平单因素试验, 模具锥角取 160°。将开纤完成后的试件清洗整 理,剔除未开纤部分后烘至绝干,再称量所得竹原 纤维的质量,统计竹原纤维得率,然后测定竹原纤 维的细度和长度。试验重复 5 次,测试结果取均 值。根据竹原纤维的产品标准并结合试验条件,本 研究以竹原纤维得率和纤维细度作为开纤速率对 竹筒锥模受压开纤效果的评价指标。
置模具锥角分别为 130°,140°,150°,160°和 170°,进行 5 个水平单因素试验。将软化后的竹筒 分别在 5 个不同锥角的锥形模具上进行受压开纤 试验,控制试验机的开纤速率为 1 mm /min。开纤 后,统计竹原纤维得率并测量竹原纤维的细度和长 度。试验重复 5 次,测试结果取均值。根据竹原纤 维产品标准并结合试验条件,本研究以竹原纤维得 率、纤维细度及纤维长度作为模具锥角对竹筒锥模 受压开纤效果的评价指标。
参照 GB /T 15780—1995《竹材物理力学性质 试验方法》测定竹材含水率。对截取的新鲜竹筒 上方 2 cm 处尺寸为 10 mm×10 mm×t 的小竹块进 行含水率测试。取 10 个小竹块称质量后放入 80 ℃烘箱中恒温干燥至绝干,并记录绝干竹块的质 量。竹材含水率( w) 计算公式为:

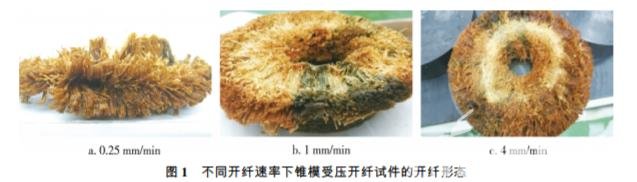
软化处理后的竹筒在开纤试验机中以开纤速 率为单一变量进行锥模受压开纤试验,各试件的开 纤形态如图 1 所示。
将不同开纤速率下完成锥模受压开纤试验的 试件清洗整理,去除未开纤部分,烘干后计算竹原 纤维得率,测量并统计竹原纤维细度。不同开纤速 率下竹原纤维的得率见表 1,从表 1 中可以看出, 当开纤速率分别为 0.25 mm /min 时,竹原纤维平均 得率达到最大值 30.52%。开纤速率对竹原纤维得 率有明显影响,主要体现在: 随着开纤速率的不断 减小,竹原纤维得率从 27.42%逐渐增大到30.52%。 开纤速率从 4 mm /min 减小到 1 mm /min 时,竹原 纤维得率明显增加,增加量为 3.07%; 而当开纤速 率从 1 mm /min 降低到 0.25 mm /min 时,竹原纤维 得率仅增加了 0.03%。
竹筒锥模受压开纤方法具有较好的开纤效果, 在开纤过程中,开纤速率和模具锥角是影响开纤效 果的 2 个重要因素。随着开纤速率的降低,竹原纤 维的得率逐渐提高; 当开纤速率为 1 mm /min 时, 竹原纤维的得率趋于稳定,为 30.49%。此时,竹原 纤维 平 均 细 度 为 190. 9 dtex,平 均 长 度 为 83. 66 mm,且竹原纤维细度及长度分布均匀性均较好。 随着模具锥角的增大,竹原纤维得率先升高后下 降,在模具锥角为 160°时,竹原纤维得率最大为 30.63%。此时,竹原纤维平均细度为 190.3 dtex, 平均长度为 84.68 mm,竹原纤维细度及长度均匀 性均较好。在开纤速率 1 mm /min,模具锥角 160° 的工艺条件下,100 mm 长的竹筒试件能获得平均 长度为 84 mm,平均细度为 190 dtex 的竹原纤维, 其纤维得率为 30.5%,且竹原纤维细度及长度分布 均匀性均较好。 竹筒锥模开纤法获得的竹原纤维细度完全能 满足纤维毡、纤维垫的制作要求,但用于纺织纤维 材料时,还需进一步精细化处理。



